6WO��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��־�x1����s�A2�����Ѻ�3��������4
��1���ؑc�x�P(y��ng)��˾���ؑc�L(zh��ng)��늠t�S�Ԓ023-86669155���k����13002366762 2���ؑc��ɽ�C(j��)е�S �]��402761 3���ؑc�t�r��܇�S܇�I�S �]��402300 4.�ؑc�C(j��)���S �]�� 400055��
ǰ�ԣ����S���ĸ��_�š�������������Įa(ch��n)Ʒ�ܷ�����(gu��)�H���M(j��n)��(gu��)���Ј�(ch��ng)���B̼���������wܛ�������|(zh��)��Ҫ��Խ��(l��i)Խ�ߡ�����ֻ����ӑՓ��ˇ��(w��n)�}���A(y��)ף����������һ�����O(sh��)�䣬ֻ�в��������һ���Ĺ�ˇ���������a(ch��n)�������һ���Įa(ch��n)Ʒ�������J(r��n)���һ����ָ��(bi��o)���ԝB̼��̼�����B����������Ӳ��HRC61���ϣ�HV1�D(zhu��n)�Q�������R≤3μm ���\���g�����a(ch��n)Ʒ����������o(w��)̼�ڣ�̼����O�ȏ�ɢ���R���w�M��1-2��(j��)����A8%���£�׃�ΘOС����ĥ�X�����ĥ�X����������1��(j��)��ͬ�tͬ�̖(h��o)ͬ�Π�ߴ�a(ch��n)ƷӲ�Ȳ���(d��ng)±1HRC��
һ������ʹ?ji��)B̼�����|(zh��)�����
1���B̼��������Ӳ�Ⱥͷ��R���w�M����1����
�ڝB̼����������н�(j��ng)�����F(xi��n)�B�m(x��)���B�m(x��)�ľW(w��ng)���K���ɫ�M������̎ǡ�ò��DZ�Ӊ���(y��ng)�����ą^(q��)���ѱ����J(r��n)�����ڃ�(n��i)������ؚ�Ͻ�Ԫ�،�(d��o)���γ������wM����Ҳ���Q����R���w�M����һ���γɴ�M���������ǽ��ͱ���Ӳ�Ⱥ���ĥ���Լ�ƣ�ژO�ޡ���ˇ�(gu��)��(n��i)��֪����܇�v����S�Ҵ�(du��)���R���w�Ӻ�������_��Ҏ(gu��)�������(gu��)�����ء����Y�����R��˾Ҫ��ˌӺ�ȱ����3μm���¡��������ǣ��ٝB̼����(l��i)Ҫĥ�X��ĥ�X������(y��ng)���D(zhu��n)�����������ڇ��菊(qi��ng)����ԓ����(y��ng)���ڸ������D(zhu��n)������˥�p����ĥ�X���У���ĥ�X�ǬF(xi��n)�����a(ch��n)�X݆�ğ��TԒ�}�����ö��àt���a(ch��n)���X݆��ĥ�X�ďS�ң��ؑc�^(q��)���ؑc��ɽ���I(y��)��˾����3.7�����s�̝B̼�r(sh��)�g��̼����O�ȏ�ɢ��(ji��)ʡ�����C(j��)�ӹ��M(f��i)�ã��I(l��ng)���ڣ������κ����M(j��n)��(gu��)�ҡ�
1.1.1�P(gu��n)�ڷ��R���w�M��
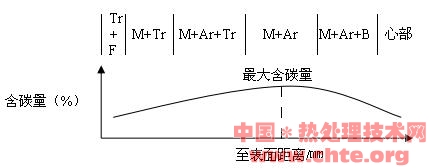
�B̼�����ķ��R���w�M����������Ó̼�γɵ��F���w������ؾ����γɵ������w���е�䓷N��ؐ���w�����R���w�M���Ӻ�䓱��溬̼���P(gu��n)ϵ��ʾ��D1���д˷N�M�������ı�Ӻ�̼���ɱ��������u����څ��(sh��)�������ֵ���������IJ���̼�����c���̼��λ������(du��)��(y��ng)Ҳ�Ǵ������(y��ng)���ĵط���
1.1.2���R���w�M���ķ������ڝB̼�^(gu��)���У����ڃ�(n��i)������ԭ��ʹ?ji��)B�w����̼�����½��a(ch��n)�����R�ϽM�����@Щ�M�������F���w�����������w���B��һƬ�Q�ڎ���δ�B��һƬ�Q�ھW(w��ng)��������䓷N��ؐ���w��������R���w�M������D1���B̼���䓷��R���w�M���Ӻͱ��̼��ȵ��P(gu��n)ϵ
 6WO��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE 6WO��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
1/9 1 2 3 4 5 6 ��һ�(y��) β�(y��)
|



