˹̫��������܇�����е�42CrMo�ƽ���S呼�����D1���L(zh��ng)���ԁ�(l��i)�����й�ˇ�����M(j��n)�����a(ch��n)������→���l�ӟ�→�L�→����→��߅→��У��→�{(di��o)�|(zh��)→����→̽��→ˢ�ᡣArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
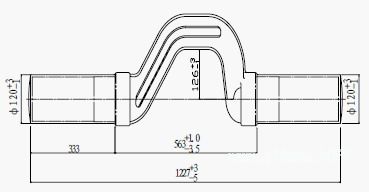
�D1 ƽ���S呼���(ji��n)�DArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
���˝M��ԓ�a(ch��n)Ʒ��ʹ�����ܣ�Ҫ��ԓ呼���(j��ng)�{(di��o)�|(zh��)��̎����(y��ng)�_(d��)����Ӳ�Ȟ�28-34 HRC�����棨�g������1-4mm���Ļػ������w��(j��)�e��1-2��(j��)���IJ����g������≥20mm���Ļػ������w��(j��)�e��1-5��(j��)���g������15mm̎�Ŀ�����(qi��ng)�ȣ�σb����900-1050Mpa��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
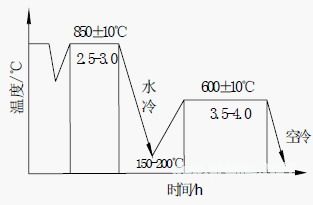
ƽ���S呼�ԭ��(l��i)�ij�Ҏ(gu��)��̎����ˇҊ�D2����̎���O(sh��)�������ʽ�_(t��i)܇��Ȼ��ӟ�t�������8-12��/�a(ch��n)Ʒ��(j��ng)850±10��ӟᱣ�غ��B��һ����M(j��n)���(d��ng)���ԁ�(l��i)ˮ���|(zh��)����s��Ȼ���M(j��n)�лػ�ԓ�a(ch��n)Ʒ��̎������F(xi��n)���}Ŀ�^�࣬��Ҫ���F(xi��n)�ڣ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��1��ͬһ���Ͳ�ͬ���a(ch��n)Ʒ����Ӳ���^���Ҳ�������(sh��)��35-48HRC��Ӳ�Ȳ������_(d��)10HRC���ϣ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��2���ػ���ͬһ���Ͳ�ͬ���a(ch��n)Ʒ��Ӳ�ȸߵͲ��ȣ��������^��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��3���a(ch��n)Ʒ������IJ��Ļػ������w��(j��)�e����(sh��)�քe��3-4��(j��)��6-7��(j��)���_(d��)�������g(sh��)Ҫ��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��4���a(ch��n)Ʒ�α���Ŀ�����(qi��ng)�ȣ�σb������830-890Mpa���_(d��)�������g(sh��)Ҫ��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
(5)���֮a(ch��n)Ʒ��̎����(j��ng)̽���z��l(f��)�F(xi��n)���Ѽy,��Ɉ�(b��o)�U�pʧ;ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��6���a(ch��n)Ʒ���������Ó̼ʮ�և�(y��n)�أ�Ó̼���_(d��)0.25mm���ϣ�Ӱ�ʹ�����ܣ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��7����̎�����a(ch��n)�����c�T�����a(ch��n)�����O��ƥ�䣬�a(ch��n)���ܵͣ���(y��n)��Ӱ����a(ch��n)�΄�(w��)����ɣ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�D2 ƽ���S��Ҏ(gu��)��̎����ˇ����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��ˣ����˽�Q�����}Ŀ���ڱ��C�a(ch��n)Ʒ�|(zh��)���ėl���£��b���(gu��)��(n��i)ij�������S�S40Cr���S�T��������(w��n)����(y��ng)�ð������ϵijɹ���(j��ng)�(y��n)����(du��)42CrMo�ƽ���S呼��M(j��n)�����T���������ԇ�(y��n)���������a(ch��n)��ȡ���˿�ϲ�ijɹ���ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
1 �����|(zh��)�c��sѭ�h(hu��n)�b��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
1.1 �����|(zh��)����s����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
���T������������@���M(j��n)��䓵Ĵ��ԣ����˱��C�a(ch��n)Ʒ�Ľ���M����������(qi��ng)�ȵ�ָ��(bi��o)�ϸ�ֹ�a(ch��n)������Ѽy���x����ߜ��A�Σ�800-400�棩����s���������ˮ���͜��A�Σ�800-300�棩����s����������Ͷ������ܴ��͵ĺ���PAG���������ƽ���S呼����T����������s��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
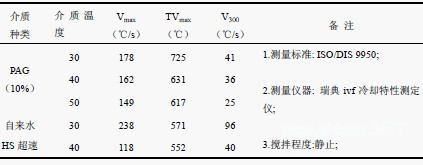
����(j��)40Cr���S�T��������(y��ng)��PAG������ijɹ���(sh��)�����Y(ji��)��ƽ���S呼������κͳߴ��С����(j��ng)ԇ�(y��n)�_������PAG���Һ�ĝ�Ȟ�10±1%������s���� ���1ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��1 ����PAG�ʹ��Һ����s����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�c��Ҏ(gu��)��̎����ȣ�����PAG���Һ�ڴ����s�R���w�D(zhu��n)׃���g����s����(����ڳ��ٴ����),�ɽ��ʹ���_�ѵăA�����Ԝض��M(j��n)���ܶ࣬�ߜ���s������ ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
1.2 �����sѭ�h(hu��n)�b��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
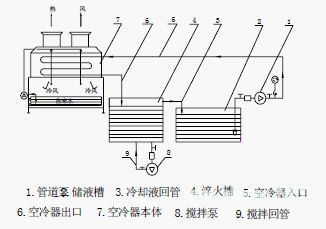
����PAG�������ʹ��Ҫ����Ҫ�У���ȡ�Һ�ء����衣�ɱ�1��Ҋ���ڝ�Ⱥ͔���һ������r�£�Һ�صĵIJ���(d��ng)׃����(du��)���Һ����s����Ӱ��^�Ķ�Ӱ�䓼��Ĵ���|(zh��)�������˷�(w��n)���a(ch��n)Ʒ��̎���|(zh��)������(y��ng)��Һ�ؿ������^С�IJ���(d��ng)������(n��i)����ў飺30-40�棩����һ���棬�ڝ�Ⱥ�Һ��һ������r�£���(du��)���Һ�M(j��n)��ѭ�h(hu��n)���裬�����ɸ����M(j��n)�������Ĵ����s�����ԣ����ҿ����L(zh��ng)���Һ��ʹ�É�������ˣ��O(sh��)Ӌ(j��)��һ��PAG���Һ��sѭ�h(hu��n)�����b�ã���D3����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�D3 PAG���Һ��sѭ�h(hu��n)ʾ��DArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ԓ�b�õ����@���c(di��n)����s����?f��)Q���O(sh��)�����Ŀǰ��(gu��)��(n��i)�����M(j��n)��“�՚���s��”����̭���y(t��ng)����ˮ�غ�ُ(g��u)����s������ʽ���_���Q�������ԁ�(l��i)ˮ�M(j��n)�еĶ��ΓQ�ᡣ��Ĵ��Һ��һ�������͓P(y��ng)�̵Ĺܵ��ó�����������(j��ng)��s���������ۣ�Ȼ�����ø߲���������ѭ�h(hu��n)��(ch��)Һ�ۡ��������Ӵ��Һ�Ĕ���Ч�����ڴ�������������һ�_(t��i)������50M3//h�Ĺܵ����M(j��n)����ѭ�h(hu��n)׃�l���裨�����Ҷȿ��{(di��o)����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2���a(ch��n)�������̼�������ˇArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����(j��)呟�������c(di��n)����ԓ呼������a(ch��n)��ˇ���̺͟�̎����ˇ�M(j��n)�����ġ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2.1 ���a(ch��n)��ˇ����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����→���l�ӟ�→�L�→����→��߅→��У��→������→��zӲ��→�ػ�→100%Ӳ�șz��→����͙C(j��)е���ܙz��→����→100%̽��→ˢ�ᡣArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2.2 ƽ���S�T���������̎����ˇ�����c(di��n) ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
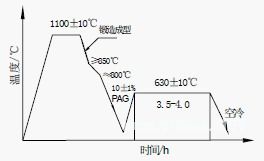
ͨ�^(gu��)����ԇ�(y��n)����(y��u)�x����ƽ���S呼��T���������̎����ˇ��D4�����T��ضȺ��T�����ǰ��ͣ���r(sh��)�g��(du��)呟�Ч��Ӱ��^���˱���ߜ���׃呟���ď�(qi��ng)�g��Ч�������T��ӟ�ض���ԭ��(l��i)��1150-1180���{(di��o)����1100±10�棬�����T����������s��ͣ���r(sh��)�g������40���ԃ�(n��i)���üt�⾀�����M(j��n)Һ���ǰ�ĜضȞ�780-820��;���Î����ܹ��ܵĿ՚���s�������Һ�ؿ�����≤45�棬����(du��)�����M(j��n)Һ�������(g��)��s�A�εĔ����Ҷ��M(j��n)���{(di��o)�����ƣ��������M(j��n)Һ��һ��犃�(n��i)���ô�Ĕ����Ҷȣ�Ȼ�������裬��s6-8��犺���������Һ�M(j��n)�t�ػ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
���⣬ƽ���S呟����c��Ҏ(gu��)���ˇ���,��(d��ng)���ߵĻػ�Ӳ����ͬ�r(sh��),��ǰ�ߵĻػ�ض��^�����M(j��n)����30������,����呟���ȳ�Ҏ(gu��)�����и��ߵĻػ�����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�D4 ƽ���S呟����̎����ˇ����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
3 呟����Ч����(du��)�ȼ�����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2.3 ƽ���S呺����̎���|(zh��)���z�(y��n)����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
���D1Ҏ(gu��)���IJ�λ����(du��)呟���ػ��Įa(ch��n)Ʒ��(j��ng)�ӹ�������������Ó̼�Ӻքe����HR-150A������Ӳ��Ӌ(j��)��HB-3000�Ͳ���Ӳ��Ӌ(j��)�z�y(c��)��φ120�U��?j��)ɶ��?0-100mm�A��̎��Ӳ�ȣ���(du��)�ػ��Įa(ch��n)Ʒ����ھ�φ120�U������100mmλ��̎��ֱ�S����ȡԇ�Ӳ���GB/T13220-91��(bi��o)��(zh��n)�M(j��n)�н���M���z�飻ÿ���a(ch��n)Ʒ����ڈD1φ120�U��̎�����15mm��ȡ�Ƴ������ԇ�ӣ����f(w��n)��ԇ�(y��n)�C(j��)�Ϝy(c��)ԇ������(qi��ng)�ȣ�����CJW-4000�ʹŷ�̽���C(j��)��(du��)呟���ػ��Įa(ch��n)Ʒ��(j��ng)�����100%���M(j��n)�зֶΏ�(f��)�ϴŻ����z��ƽ���S呼�������Ϳv���Ѽyȱ�ݡ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
2.4 �C��Ч����(du��)�ȼ�����ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
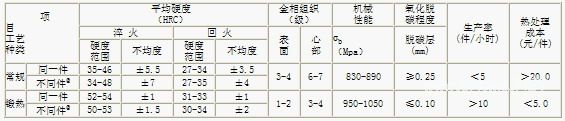
�c��Ҏ(gu��)��̎����ȣ�ƽ���S呼���(j��ng)呟��ػ������P(gu��n)�|(zh��)���z��Y(ji��)���;C��Ч����(du��)��Ҋ��2��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��2 ƽ���S呟����c��Ҏ(gu��)��̎���C�ό�(du��)�ȽY(ji��)��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
@��ͬһ�۟��t̖(h��o)��ͬһ��̎����ˇ�Ͳ�ͬ��̎���t��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����呟����M(j��n)����䓲ĵĴ��ԺͽM���Y(ji��)��(g��u)��׃��(�R���w��(x��)����ȱ���ܶȵ������Լ�̼����ď�ɢ������)��ʹ����Ӳ�ȡ�����M�����C(j��)е���ܵȶ��^��Ҏ(gu��)��̎���кܴ���M(j��n)������һ���棬��呟����M(j��n)��䓲Ĵ��ԵĻ��A(ch��)�ϣ��μ��a(ch��n)Ʒ������Ĥ�^�̵ĺ���PAG���Һ���M(j��n)�о���ش����s��ԭ��ˇ�Ƕ���a(ch��n)Ʒ�ѷe��������Ĥ�^�L(zh��ng)���ԁ�(l��i)ˮ����s�������M(j��n)��Ӳ�Ⱦ����Ե���Ҫԭ��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
��ԭ���σ�(y��u)�|(zh��)����r��,ƽ���S呼������ز���呟����̎����(j��ng)�z��,δ�l(f��)�F(xi��n)�_�ѬF(xi��n)��һ����ȵĺ���PAG���Һ���е���s���ܣ���䓼���Ms-Mf�^(q��)�g��s�������ʹ���M���M(j��n)�t�ػ��Ƿ�ֹ䓼��a(ch��n)������Ѽy����Ч��ʩ��ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�����呟����ʡ����Ҏ(gu��)��̎�������¸ߜ��L(zh��ng)�r(sh��)�g�ӟᣬ�����ɜp��䓼��������pʧ��Ó̼����p�ٱ���ȱ�ݶ��M(j��n)��ʹ�����ܣ����ҿɹ�(ji��)ʡ��������Դ���ġ���(ji��)ʡ�O(sh��)����������cԭ��(l��i)��ȣ�ÿ�����ͱ��X�s15Ԫ/�����ڬF(xi��n)���T�����a(ch��n)�����£�ȫ�깲��(ji��)�s70�f(w��n)Ԫ���ϣ���(chu��ng)���˾�Ľ�(j��ng)��(j��)Ч�档ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ֵ��һ����ǣ��������������ڮa(ch��n)Ʒ�T�����a(ch��n)�����γ�һ�l������ˮ���B�m(x��)���a(ch��n)��ʹ��̎�����a(ch��n)�����c�T�����a(ch��n)����ͬ�����ģ���ƽ���S呼���̎�������a(ch��n)���^ԭ��(l��i)�M(j��n)����150%���ϣ����C�����a(ch��n)�΄�(w��)�������ɡ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
4 �Y(ji��)���Z(y��)ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ͨ�^(gu��)��׃���a(ch��n)��ˇ���̣���(du��)ƽ���S呼������T���������̎���������������a(ch��n)�����f(w��n)����a(ch��n)Ʒ����Q��ԭ��(l��i)��Ҏ(gu��)��̎���д��ڵ��}Ŀ�����@���M(j��n)���ˮa(ch��n)Ʒ�ğ�̎���|(zh��)����ʹ�����ܣ����H��������a(ch��n)���X�ͫ@���˿��^�Ľ�(j��ng)��(j��)Ч�棬����߀�M(j��n)�������a(ch��n)�ʡ��e������ǣ���(du��)�ڱ����ܲ����T���������䓼������˱��C�ͷ�(w��n)���a(ch��n)Ʒ�|(zh��)�������ȑ�(y��ng)��(y��n)�����ԭ���ϵ��|(zh��)�������W(xu��)�ɷ֣��A�s����ɡ�ƫ�����s�ס����ݡ����c(di��n)������l(f��)�y�ȵͱ�ȱ�ݵȣ�����ҕ��ϵ��M(j��n)�S�(y��n)�պͰ�䓏S���۟��t̖(h��o)�M(j��n)�з֠t���������⣬�����ۺ��B�m(x��)ʽ�ػ�t�������T�����a(ch��n)����Ҳ�DZز����ٵġ�ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
ArY��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
|



