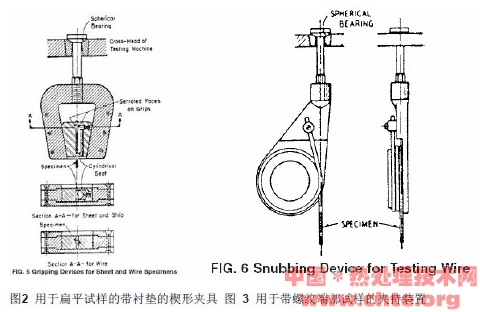
�D2 ���ڱ�ƽԇ�ӵĎ��r�|��Ш�ΊA�� �D 3 ���ڎ��ݼy�˲�ԇ�ӵĊA���b��OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5.3 �ߴ�y���b�ã������ڜy��ֱ���ߴ��ǧ�ֳ������b�ã����ّ���ÿ��Ҫ��y���ߴ���С��λһ��ľ��ȡ�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5.4 ����Ӌ������������ԇ������Ӌ�����Ϙ˜�E83����ԇ��ԇ�Eһ��Ҏ�����e����Ӌ������Ӌ�����������������Ⱥ͔��ѣ�����y�����r�đ�׃������ʹ�ú�У�ʡ�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
5.4.1 �˾���ڻ�С��ԇ�����x�˾ࣨ��Dʾ��“G-�˾�”�ߴ磩������Ӌ���Á�y���������ܡ����ڵȽ����ԇ�ӣ��������ȫ����Ľz�ġ����ĺͰ���ԇ�ӣ����y���������ܵ�����Ӌ�˾�����^�A���g���x��80%�����ڜy�����ѕr���L������Ӌ�˾�������ԇ��Ҏ�������x�˾ࡣOHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6. ԇ��OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1 ������OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.1 ԇ�ӳߴ磭������ԇ���ϮaƷ���g�l��Ҏ�������Ì��Hȫ�ߴ�Cе�ӹ���ԇ�ӡ�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.2 λ�ã�����������Ҏ����ԇ�ӵ��S������ԭʼ���σȰ����·�����λ��OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.2.1 ���ں�ȡ�ֱ����ƽ���g���xС�ڻ����40 mm�ĮaƷ������λ��ȡ�ӡ�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.2.2 ���ں�ȡ�ֱ����ƽ���g���x����40 mm�ĮaƷ����������������gλ��ȡ�ӡ�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.3 ԇ�Ӽӹ����������_��ԇ���Ƃ�ͨ�������²����˝M����e�`��ԇ�Y������ˣ�ע��ԇ���Ƃ��Ǻ���Ҫ�ģ��e�Ǽӹ��^���У�Ҫ���Cԇ�Y�����ľ��_�Ⱥ���С��ƫ�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.3.1 �Ƃ�ԇ�ӵĿs�p���֑�������ӹ���ȱ�ڡ����ۡ����ۡ�ë�̡��ֲڱ����߅�ǡ��^����������܌����ܜy������к�Ӱ푵����ء�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ע 3�������s�p���ֵě_������п�����߅���a�����ص���ӹ������ë�̣�����ӹ�ȥ����OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.3.2 �ھ��ν���ԇ�ӵĿs�p���փȣ�ĥ����ĥ�����߅��Dz�������ԇ�әM����eֵ�cӋ����eֵ�a���ܴ���OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.3.3 ���ڴ��Բ��ϣ��˾��ɶˑ�ʹ�ð돽����^�ɈA����OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.3.4 ��_�����Ѱl���ژ˾��ȣ�ԇ�ӵęM����e�ڿs�p���ֵ��в�������С�������@��ԭ�����S�����²���Ҏ����ÿ�Nԇ�ӵĿs�p������һ��С���F�ȡ�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
6.1.4 ԇ�ӱ���❍�ȣ����������Բ�ͬ�������B�ı���l��ԇ�r��ԇ�ӵı���❍�ȑ����m�õĮaƷ�˜�Ҏ����OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
ע4�������eע��ߏ��Ȳ��Ϻ͵��g�Բ��ϵı���❍�ȵľ����Ժ��|��������@��ʹԇ�Y���a���`���һ�����ء�OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
OHo��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
4/26 ��� ��һ� 2 3 4 5 6 7 ��һ� β�