20CrMnTi×ķĄ═║ŽĮĮYśŗõōŻ¼ų„ę¬ė├ė┌╝ė╣ż²X▌åŻ¼╣╩ėųĮą²X▌åõōŻ¼ę“ČÓöĄŪķør▒Ē├µę¬▀MąąØB╠╝Ż¼╣╩ėųĮąØB╠╝õōĪŻ5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
¤ß▄ł┐š└õĄ─20CrMnTiė▓Č╚▓╗Ģ■╠½Ė▀Ż¼┐╔ęįų▒Įė▀Mąą▄ć╝ė╣żŻ¼Ė∙ō■ś╦£╩GB/T 3077-1999Ą─ęÄČ©Ż¼įć░¶┼„┴Ž│▀┤ń×ķ¦µ15mmŻ©└Ł╔ņśėŻ®Īó15ó¬15mmŻ©ø_ō¶śėŻ®Ż¼įć░¶ę¬Įø▀^ā╔┤╬┤Ń╗Ż¼Ą┌ę╗┤╬880ĪµĪóė═└õŻ¼Ą┌Č■┤╬870ĪµĪóė═└õŻ¼200Īµ╗ž╗Ż¼¼FųŲėå¤ß╠Ä└Ē╣ż╦ćłD╚ńŽ┬Ż║5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
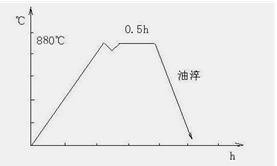
Ą┌ę╗┤╬┤Ń╗Ż║5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
Ž╚īóĀtūė╔²£žŻ¼ĄĮ880Īµ║¾Ę┼╚ļįć░¶Ż¼į┘┤╬ĄĮ£ž║¾ėŗĢrŻ¼▒Ż£ž30min║¾╚Ī│÷ė═└õĪŻ5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
 5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE 5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
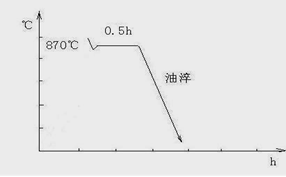
Ą┌Č■┤╬┤Ń╗Ż║5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
Ž╚īóĀtūėĮĄ£žų┴850ĪµŻ¼į┘╔²£žĄĮ870ĪµŻ¼ĄĮ£ž║¾Ę┼╚ļįć░¶Ż¼į┘┤╬ĄĮ£ž║¾ėŗĢrŻ¼▒Ż£ž30min║¾╚Ī│÷ė═└õĪŻ5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
 5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE 5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
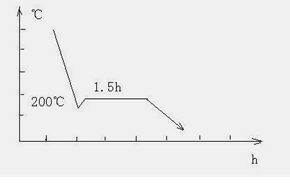
╗ž╗╣ż╦ćŻ║5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
Ž╚īóĀtūėĮĄ£žĄĮ150ĪµŻ¼╔²£žų┴200ĪµŻ¼╚╗║¾Ę┼╚ļĮø▀^ā╔┤╬┤Ń╗Ą─įć░¶Ż¼į┘┤╬ĄĮ£ž║¾ėŗĢrŻ¼▒Ż£ž1.5 h║¾╚Ī│÷┐š└õĪŻ5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
 5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE 5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
ł╠ąąś╦£╩Ż║GB/T 3077-1999ųąī”ÖCąĄąį─▄Ą─ę¬Ū¾Ż║5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
Rm 1080MpaŻ¼Rp0.2 850 MpaŻ¼A 10%Ż¼Z 45%Ż¼Aku 55 5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
HRB≤217 Mpa5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
5W1¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
|



