rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
���͙C(j��)�\(y��n)�D(zhu��n)�^(gu��)���У������w�c�����w���a(ch��n)���Ѽy�����©�⡢©ˮ���������|�������l(f��)���C(j��)е�¹ʡ������w�c�����w���F(xi��n)�Ѽy��(y��ng)���r(sh��)�M(j��n)���ޏ�(f��)��������Ҫ������4�N��rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
���͙C(j��)�\(y��n)�D(zhu��n)�^(gu��)���У������w�c�����w���a(ch��n)���Ѽy�����©�⡢©ˮ���������|�������l(f��)���C(j��)е�¹ʡ������w�c�����w���F(xi��n)�Ѽy��(y��ng)���r(sh��)�M(j��n)���ޏ�(f��)��������Ҫ������4�N��rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����1.�a(b��)�巨rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�����a(b��)�巨��Ҫ�������a(b��)�Ѽy�^��������(du��)���л��в����ƶ��ęC(j��)�wƽ��������档���w���E�ǣ� ������Ѽy������(zh��n)���a(b��)�岿λ�����ۡ���Ƥ����;����ֱ��3��5& #8197;mm���@�^�ڸ��Ѽy�Ķ��c(di��n)�@��ֹ�ѿף���ֹ�Ѽy����;�۰Ѻ�Ȟ�2.5��3& #8197;mm�ĵ�̼䓰��г��a(b��)�壬�a(b��)��Ҫ���Ѽy��?ch��)����?/font>20��30& #8197;mm;�����a(b��)����?ch��)��@�ף�����15��20& #8197;mm������3��5& #8197;mm;���a(b��)�帲�w���Ѽy�ϣ�ʹ���c�����w�������w�N�Ͼo�ܣ��S�����a(b��)���Ӱ��������w�������w���@�ײ����z;������ᔰ��a(b��)��̶����̶�ǰ��(y��ng)���a(b��)���c�����w�������w֮�g�|��һ��ʯ�މ|������2��(g��)�N����Ϳ�ϼt���ͣ�Ч����(hu��)���á�rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����2.�Խz��rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
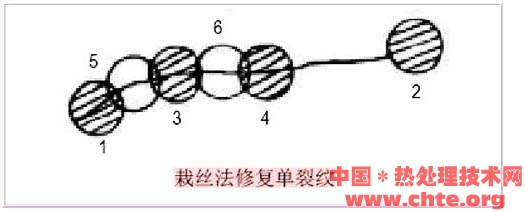
�����Խz���������ޏ�(f��)���Ѽy���總�D��ʾ���䷽��������ֱ��3��5& #8197;mm���@�^�����Ѽy�ăɶ��@��ֹ�ѿ�1��2��Ȼ��ÿ��2��4& #8197;mm�@����3����4;�����@�õĿ����й��z;�ی����~�����������У�������L(zh��ng)���c���ױں����ͬ���ٌ����~����?c��i)࣬�����߳����w2& #8197;mm;����ͬ�ӵķ����������D���@���Ⱥ�����@��һϵ�еĿ��ۣ����z���������~����ᔣ�������(g��)�ѿp���γ�һ�l����;�������N�p�p���T���~���?sh��)�¶�����֣������Tƽ;����ˮ�����z���Ѽy̎�Ƿ�©ˮ�������p©ˮ�����^�m(x��)�����N�p�T�B©̎�����~��ᔡ�rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����3.늺���rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����늺����IJ��E�ǣ�����ֱ��4mm���@�^���Ѽy�ɶ��@ֹ�ѿף�ͬ�r(sh��)���Ѽy�_(k��i)v���¿ڲۣ��۵�����Բ����^(gu��)�C(j��)�w�ں�2/3����;����ֱ��4& #8197;mm ���p���ٺ��l(���ڼӟ����r�����T�F���l)���a(b��)���ɡ�rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�������ֹ늺���λ����a(ch��n)����(n��i)��(y��ng)�����N���F(xi��n)��(y��ng)�ú����t��r(sh��)����菿��N�ô�������������������Ѽy�^(gu��)�L(zh��ng)��횷ֶθ��_(k��i)���a(b��)��һ����20~30& #8197;mm�L(zh��ng)�Ȟ��ˣ������x����70& #8197;mm ̎��s���������|���r(sh��)���ٺ���һ�Ρ����Ѽy�^(gu��)��ɲ��ö��ӶѺ��ķ������в���һ�κ��ɡ�rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
����4.�z�ӷ�rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�������ޏ�(f��)�����w�Ѽy�������䲽�E�ǣ�����1# ��ɰ����������w�ѿp��?ch��)����y�ۺ��F�P����ĥ���ȼs�� 30& #8197;mm���L(zh��ng)�ȑ�(y��ng)���^(gu��)�ѿp�ɶ��c(di��n) 30& #8197;mm ;�����Y�����ѿp��(xi��n)�Y�Ќ���3& #8197;mm�����2& #8197;mm ��V�Ͳۣ������ѿp�ɶ��@��ֹ�ѿ�;���ý�����ϴ����ϴ�ѿp��?ch��)�������ˬ�����þƾ���ϴһ�?/font>;�����{(di��o)�õ��zҺ���ֹ�ѿ� V �Ͳۣ����ڲ۵���?ch��)����A(y��)�Ȝ�(zh��n)��õIJ��l��ͿĨ�zҺ���Ѳ��lճ���ѿp�ϣ���ԭ��(l��i)�B©��(y��n)�صĵط�����ͬ�ӵķ���ճ��2�Ӳ��l�����ڲ��l�������پ����Ϳһ���zҺ��rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
������(j��ng)�@��̎��24& #8197;h���͙C(j��)���Ͷ��ʹ�á�����ڶ�������ӿ�ճ�z�Ĺ̻��ٶȣ���(y��ng)��ˮɢ������(n��i)ע���ˮ��ʹ�C(j��)�w�����^�ߵĜضȡ�rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
rWg��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij���(j��)�ǎ�(k��) CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
|



