���ܙC(j��)�����S����GCr15����죬��(j��ng)860�����150��ػ𣬝L��̎��(j��ng)��ĥ����ĥ����ĥ�ӹ���ʹ�ÃH2С�r(sh��)���ڝL���ϳ��F(xi��n)�Ұ�ɫ��“������”��ʹ�S�о��Ƚ��ͣ��C(j��)�������½���Ӱ�ʹ�É�����wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�L���������������R�^�죬���ϲ��M��С��ͬ���c(di��n)����ӣ��ӵײ��М�(zh��n)���������������Ӳ�|(zh��)�c(di��n)�D�����γɵ�����׃�ΔD���ӣ��@�N�ֲ��ܼ���С���ڹ⾀�������£��l(f��)����ɢ�䣬�ں��^�Ͽ������ʻҰ�ɫ��wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�����Y(ji��)���f�����������ڽ��|ƣ��ĥ�pʧЧ��ʧЧԭ���c���|��(y��ng)�����S�еă�(n��i)���|(zh��)�����P(gu��n)�����|��(y��ng)��Խ��Խ���γɰ���������(d��ng)�L�������ĥ��׃�|(zh��)��Խ��(y��n)�أ��tԽ���γɰ�������Ҋ�D1���D5��wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�@�Nĥ�pʧЧ�ЃɷN���ܣ�(1)�S�НL����(n��i)�ڽM����������r�£��l(f��)������ӵ���Ҫԭ�����������Ӳ�|(zh��)�c(di��n)�A�ڝL����(n��i)���ڝL��(d��ng)�r(sh��)�ɞ�ĥ��ĥ�p��(d��o)������ʧЧ��(2)��(d��ng)�L����(n��i)�ڰl(f��)��ĥ��������(d��o)��Ӳ���½��r(sh��)������治��ĥ�����F(xi��n)����ĥ�p���S��Ѹ�ٔU(ku��)�����(d��o)������ʧЧ��wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
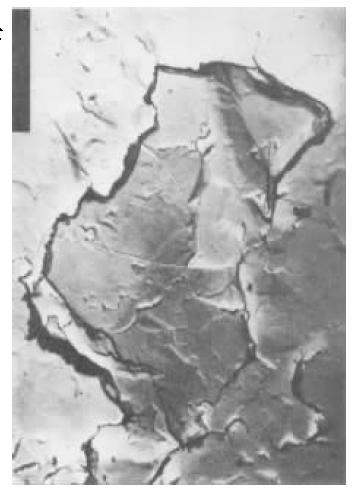
�D1 TEl 10000×wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�f�������������R���Ώ�(f��)���ӵײ��ж�С�ĺ�����l�y���L���c�L���ڹ����^���������ڝL�����棬���|��(y��ng)���^�ߣ��Ѽy�Ԝ�(zh��n)���������U(ku��)չ������c(di��n)��䡣wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
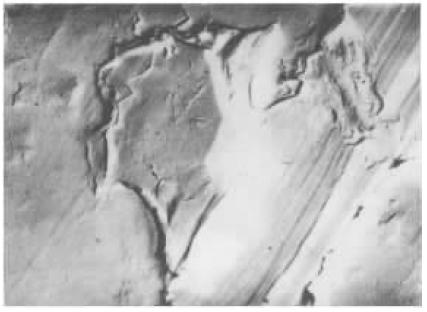
�D2 TEl 10000×wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�f�����S�й����r(sh��)���L���c�L��֮�g���ڴ���Ӳ�|(zh��)�c(di��n)������ĥ��ĥ�p�F(xi��n)���F(xi��n)ƽ�Мϲۡ��D����ʾ�ϲ��c��������B���ΑB(t��i)������ӵײ��М�(zh��n)�ǔ�����ѵĺ������ӡ�wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
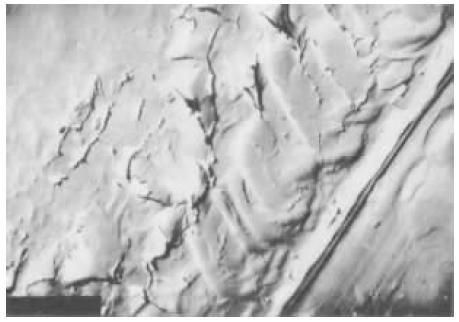
�D3 TEl 10000×wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�f�������Ϸ�ƽ�Зl�y��ĥ��ĥ�p����Ĝ��㡣���g�^(q��)����Ӳ�|(zh��)�w��ĥ�ϔD������S���Ѽy����߀δ�l(f��)�����䡣wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�D4 TEl 10000×wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�f�����L����������Ӳ�|(zh��)�c(di��n)����ĥ���γɵij��L�l��ĔD���ӣ���ͬһ�������С���(d��ng)�L�������^(q��)ijЩ��λӲ��ƫ�ͣ���ĥ���r(sh��)�γɵ�׃�|(zh��)���^��(y��n)�ؕr(sh��)����(j��ng)Ӳ�|(zh��)�c(di��n)�D�������γ��@�N��������׃�������ĔD���ӡ���Ӌ(j��)��ĥ���^���г��F(xi��n)��������(d��o)��Ӳ���½�����ʹ���a(ch��n)���D���ӡ�wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
 wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�D5 TEl 10000×wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
�f�����D����߅��ƽ�Зl�y��ĥ�p����Ĝϲۣ���ĥ��ĥ�p��������(d��ng)ĥ���^�g�͝L�������^ܛ�r(sh��)���F(xi��n)��Ϡ��������ϲۃɂ�(c��)¡�𣬈D�Мϲۂ�(c��)������@һ�������D�����ϳ������Ύ���ǵĞ�D���ӡ��@Щ�����f���@һ�^(q��)������^ܛ����ĥ��׃�|(zh��)�Ӵ��ڡ�׃�|(zh��)�Ӽ�ĥ�������ӣ����F(xi��n)Ӳ���½�����(qi��ng)�Ƚ��͵�ȱ�ݡ�wHe��̎�����g(sh��)�W(w��ng) �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g(sh��)��Ϣ�W(w��ng)վ ��̎�����g(sh��)�W(w��ng) CHTE
|



