ÖC┤▓ė├ąĪ▌S╠ūŻ¼═ŌłA×ķ¦Č55mmŻ¼┐ū×ķ¦Č25mmŻ¼┐é║±Č╚×ķ10mmŻ¼▓─┘|ŽĄGCr15õōŻ¼Įø┤Ń╗Īó╗ž╗╠Ä└ĒĪŻį┌▒Ē├µ─źŽ„╝ė╣ż║¾░l¼Fėą30ČÓ╝■▒Ē├µć└ųžķ_┴čĪŻį┌ķ_┴č╝■▒Ē├µŠ∙┐╔┐┤ĄĮ╗ž╗╔½░▀Ż¼┴č╝y┤¾Č╝┼c─źŽ„ĘĮŽ“Ż©─ź║█Ż®┤╣ų▒Ęų▓╝ĪŻhg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
│ķ╚Īę╗ķ_┴č╝■Ż¼į┌┴č╝y╠Ä▌SŽ“Įž╚ĪĮŽÓįćśėĪŻ╬┤Į■╬gĀŅæBŽ┬Ż¼┐╔┐┤ĄĮ┴č╝yė╔▒ĒŽ“ā╚Ž“ā╔é╚čė╔ņŻ¼į┌╬▓▓┐ģ^ė“┴č╝y│╩öÓ└mĪóŪ·š█ą╬æBĪŻįćśėĮ■╬g║¾┐╔┐┤ĄĮ▒Ē├µŠų▓┐ģ^ė“│╩░ū┴┴īėĦŻ¼╝┤Č■┤╬┤Ń╗ģ^ą╬├▓Ż¼Ųõ║±Č╚▀_0.10mmŻ¼▓ó░ķėą┴č╝yÅØŪ·ū▀Ž“Ż¼╚ńłD1╦∙╩ŠĪŻ╗∙¾wĮM┐Ś×ķļ[ßś±R╩Ž¾wĪó▌^ČÓŅw┴Ż╠╝╗»╬’║═╔┘┴┐ÜłėÓŖW╩Ž¾wŻ¼╠╝╗»╬’│╩ĦĀŅŲ½Š█Ż¼▓┐Ęų┌ģŠWĀŅĘų▓╝Ż¼╚ńłD2╦∙╩ŠĪŻhg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
 hg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE hg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
łD1hg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
 hg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE hg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
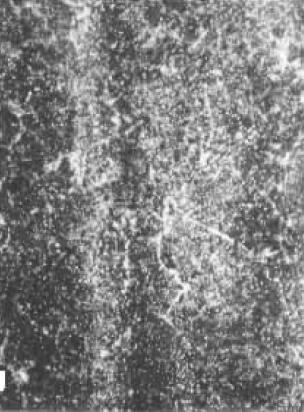
łD2hg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
╗∙¾wė▓Č╚Ż║672-660 HV0.2Ż©╝s58HBCŻ®Ż╗░ū╔½Č■┤╬┤Ń╗ģ^ė▓Č╚Ż║857-6810HV0.2Ż©╝s64HBCŻ®ĪŻhg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
ė╔╗∙¾w±R╩Ž¾wą╬æB┐╔ų¬Ż¼¤ß╠Ä└Ē▀^│╠ųą╬┤ėą▀^¤ß¼FŽ¾ĪŻė╔▒ĒīėĮM┐ŚĘų▓╝ą╬├▓╝░ė▓Č╚£yČ©ĮY╣¹┐╔═ŲöÓŻ║─źŽ„╣ż╦ćć└ųž╩¦┐žŻ¼─źŽ„¤²ōpįņ│╔▒Ē├µČ■┤╬┤Ń╗Ż¼ę²░l▒Ē├µ┴č╝yŻ¼Č°įŁ▓─┴Žųą╠╝╗»╬’Ęų▓╝▓╗╔§š²│ŻŻ¼ų┬╩╣┴č╝y┤¾ęÄ─ŻöUš╣ĪŻ▀@ĘNę“─źŽ„╣ż╦ć▓╗«öę²ŲĄ─┴č╝y═©│ŻĘQ─źŽ„┴č╝yĪŻhg2¤ß╠Ä└Ē╝╝ągŠW Ī¬ ¤ß╠Ä└ĒąąśIĄ─│¼╝ēųŪÄņ CHTE ūŅ╚½Ą─¤ß╠Ä└Ē╝╝ągą┼ŽóŠWšŠ ¤ß╠Ä└Ē╝╝ągŠW CHTE
|



