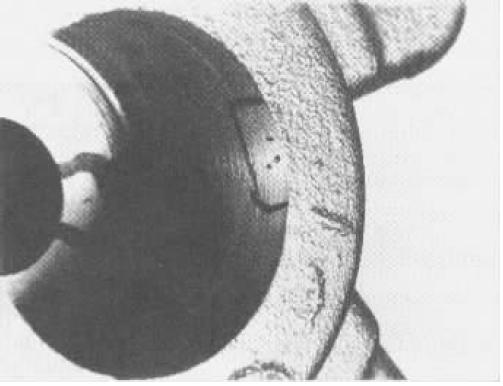
��܇���S������PC25(HT250)ɰ���T����ɡ��S�пיC�ӹ���(������ȼs3.0mm)���ڿױڼ��ײ����l(f��)�F�п��ȱ�ݣ���D1��ʾ����¶���Ŀ��ߴ����1.0��2.0mm���ҡ�����δ�l(f��)�F���^ɰ�����A�����Ҳδ�l(f��)�F�н��ٹ�ɡ�hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
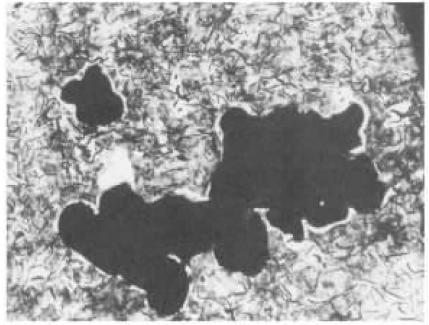
��ȱ�ݸ���ȡ���M�н�����������w��A��ʯī�����L�Ȟ�ʯ�L18���M��������w���F���w������w���s��(��80)�����^(q��)��Ҋ��߅���⻬���R���ʈA������w�Uչ(�c���̕r֦�������෴)������Ҋһ�����F���w�ز��ֿ�߅���ֲ�����D2��ʾ��hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
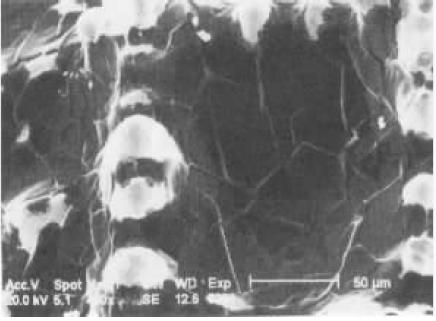
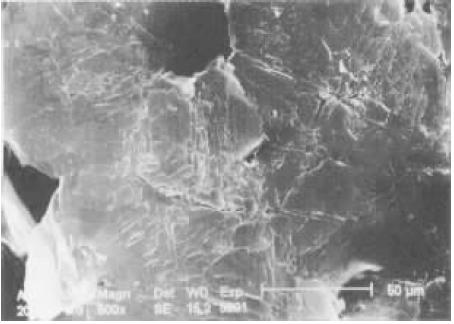
�ڒ�����R���������M���^�������ڿױ��濴��������������ʯīĤ��ͬ�r߀�������^�����֦��¶�^����D3��ʾ���ڿ��濴����ƬʯīĤ�����~�}��Ƭ���D4���D5��ʾ��hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�����Ϸ������Ɣ࣬�S�����Ϸֲ��Ŀ��ٚ���ȱ�ݡ����īI�о��C�����ښ��ݚ�������̵��T�F���ɱ��棬���ښ��w���ó������������ǻ��ӵ�ʯīĤ����������߅�c����Һ����|�r���鱣�֚��w����e����С��B(t��i)�ʳʈA���Σ�������߅ȫ�ǹ���֦������r���t���ܳʬF�LjA�λ�֦���g϶�ѠhSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D1 1.3×hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f�����S�������S�пיC�ӹ������@��Ҋ�ױڼ����п��ȱ�ݣ���Ȧ�ȣ���hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D2 OMI 63×hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f������4%����ƾ���Һ���g��ȱ�ݲ�λ�@�M����hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
A��ʯī�^����ֲ��ڻ��w�ϣ��M��������w���F���w��hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���ʶ����������B�ӷֲ��ڻ��w�ϡ��T�F�ڽY���r�����ښ��w�����wҪ���������^С��������ʈA����ʿ����ԈA�Κ����ڻ��w�ȡ�hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D3 SEI 400×hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f�����ؿ�̎���_���Ò�����R�^����ڃȲ���ò���D�оo�����е������������νY����ʯī̼�Y��������ɫ�A�F���¶�^֦����hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D4 SEI 500×hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f�������ײ�������R��ò��������һ��ʯī�Y��Ĥ�����ΑB(t��i)��ʶ�߅�ΉK��Y��������һ�������V�x���ˌӽY�����z�y���z�y�Y����Ҫ��̼Ԫ�ء��D�п�����ԓ̎��̎߀�п����ڡ�hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
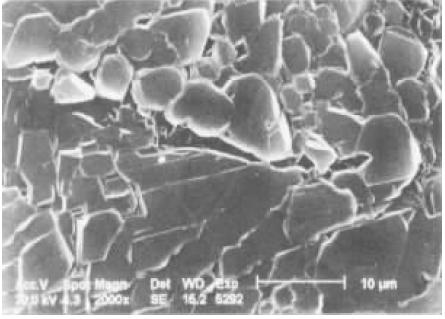
�D5 SEI 2000×hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f�����D4��ʯīĤ�ľֲ��Ŵ���ӳ��ʯī�Y���r���ɱ�����^�Y�����T���е�Ƭ��ʯī�ٌӠ����Ǿ��w���Y���r�����˾��w���������S���L���ΑB(t��i)��hSa��̎�����g�W �� ��̎���ИI(y��)�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|



