Ħ��܇���Lݔ����݆�S�IJ��|��20CrMo����̼�����B����𡢻ػ�Уֱ̎����ԓ�S�b܇�����20000km���Ұl�����ѡ����Ѱl�������X݆�Ļ��Iһ�ε��˵���̎�������c�S���ķ�����һ�Ƕȣ���б��(Ҋ�D1)����ڻ���ƽ�����^���������c̎�ѱ������������s�ɿ���ԓ�^�������ֲڣ����F�����˲���^����������@�ɿ����������ӣ�����ʼ�^���I�Ķ���(�D2�м��^��ָ)�����˵����D��̎��2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ڔ�ڸ����M���ȡ����ԇ�ӡ��ͱ��¿ɿ����ػ��I�����ֲ��ĝB�ӽM���������Ѽy��ʼ�^ͬһ���I�ʮ�������ɫ����D3��ʾ��ԓ�^�^�y�@ʾ���[�s��Ҋᘠ��R���w�����F�����δ��M����2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
Ӳ�Ȝy���Y���������B�ӽ������710HVl�������^�������854HVl��2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ɔ�ڻ��Ӽ������c�S������ֱ�Ɣ݆࣬�S��Ť�Dƣ�ڔ��ѡ��_����Դ���˵��۵ב������Ѕ^��ԓ�^�ֽ��������Ķ��δ���g�ȘO��O�������Ѽy��������ДUչ���ѡ�2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
���{�飬���������δ���cϵУֱ���c�ӟἰ��̎���������l��2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
  2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE 2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
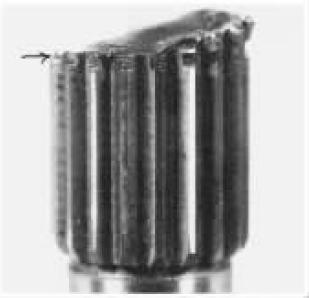
�D1 2.2× �D2 2.2× 2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D1���f���������S��ò�������c�S�������һ�Ƕȣ���ʼ��λ�c�˵������P��2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D2���f���������ò�������������@��������Ť�D�l���£����M�����D�lչ��˲���^�ѱ�������2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE 2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D3 16×2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f������4%����ƾ���Һ���g�����ڽ������M����ò�����I��������Ğ�B�ӽM���������^�����δ���^����̎���_����ʼ�^ͬһ�I�ϡ����δ���^���w���ɫ����R���w�����Դ��ה��ѡ�2bY��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|



