һ������ͨ��܇���ޕr�l�Fֱ���U���^�N�����N�o�ݼy���һ��̎�l��������D1��ʾ���������F����Ϻܾo��δ�l���N�wÓ���ᄳ��ش��¹ʡ�ԓֱ���U���^�N����20CrMnTi��������̼�����B���̎����KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
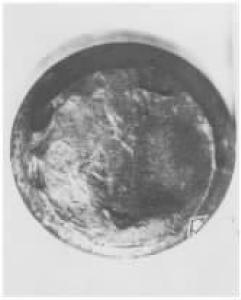
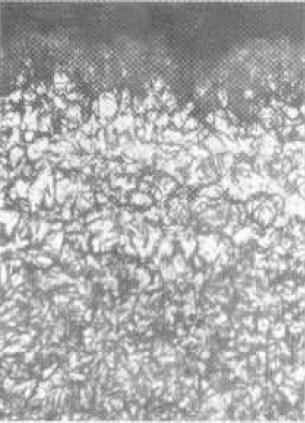
�����w���漰�F�w������o������ĥ�p�F����o���@׃�άF���������һ���ݼy����Uչ����ڼs2/3�^�����ڲ�ж�����������δ�p���^���P�g���@���������ஔ��f������ϴ��Ҋ��ڴֳʼ��ɠ�[�s��Ҋ�Ѽy�ɱ�����ȵ����M������Ҋ�D2��KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
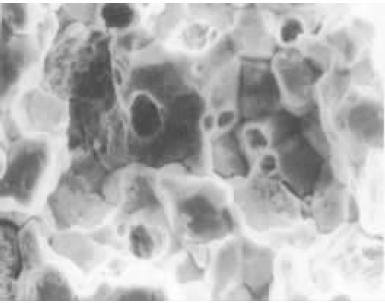
�ڔ��̎�^�S���v���ȡ����ԇ�ӡ�δ���g��B�£��ɿ����������A��δĥ�ӹ�������л�ɫ�l���P��ɫС�������������ɫ�M������D3��ʾ�������g��ӻ��w�M���ʬF��ᘠ��R���w�������W���w������̼��������������F������܇�ИI���P�˜ʣ�ԓ̎�R���w���u��4��5�����M���^�ִ����W���w�M�����e���u��5������D4��ʾ��ͬ�r��߀�ɿ��������Є��䡢��ƽ���F��KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ڔ��δ�p���^ȡ���M�В�����R�������ڔ��߅���^������˨��Ӆ^����������ڳ��ؾ��_����ò�������ж����Ѽy��ͬ�r�ֲ��������Ͽɿ����ܸ��g��ò����D5��ʾ��KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�C�����Ϸ������Д࣬ԓ���^������һ�Nƣ�ڔ��ѡ�KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�ɔ������U���N�\���в�Ó�����y�Բ�ж���Ɣ࣬���N�b��r��˨̎ʩ���˺ܴ��A������������˨�������c������˨��֧����ĵ�һ��̎���������s65%��������ԓ�������ȱ�ݕr���羧���������M���ִ����\����ӭh���O�����l�_�ѡ�ͬ�r�����\���е���Ҫ����˨̎�M�НB̼���̎����ʮ�ֲ�������ʮ��Σ�U�ġ����䮔�B̼���ˇ���Ʋ����r���l�����ѵĿ����ԘO��KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
  KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D1 0.8× �D2 2×KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D1���f�������Ѱl�������^�N�ݼy����ʼ̎��KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D2���f�������^�N���Ѻ����^���ֵĔ����ò������m���P�g�����Կ��^�쵽ƣ��ؐ�y��������ؐ�y�����Π���Д�ƣ��Դλ�ڱ��棬�D�м��^��ָ̎��KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D3 OMI 200×KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f�������^�N����B���еă�������ɫ�M����ò��KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D4 OMI 400×KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f������4%����ƾ���Һ���g�����^�N����̼�����B�M����ò���^��ᘠ��R���w���^�������W���w�����ڈD�Ϸ��������^���F�����w����ɫ���ӡ�KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
 KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�D5 SEI 400×KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
�f�������^�Nƣ��Դ̎������R�D���������^���潛̼�����B��ͨ����r�£�ƣ���Ѽy�ڝB̼�������ؾ����ѷ�ʽ�Uչ��KwU��̎�����g�W �� ��̎���ИI�ij����ǎ� CHTE ��ȫ�ğ�̎�����g��Ϣ�Wվ ��̎�����g�W CHTE
|



